



SOLDA DE ALUMÍNIO TIG: como garantir a excelência?
[DISPLAY_ULTIMATE_SOCIAL_ICONS]

Processo de solda de alumínio TIG é complexo, mas pode ser simplificado ao conhecer e aplicar as dicas certas
Se você conhece a solda de alumínio, sabe como o processo é diferenciado quando se compara a outros materiais, como aço com baixo carbono e aço inoxidável, já que demanda um trabalho bem minucioso para que o resultado seja satisfatório.
Por si só, o alumínio é um metal elegante e que possui um brilho único. Muito além disso, sua durabilidade é bem elevada, o peso é pequeno e a integridade é excelente em baixas temperaturas, o que o torna ideal para a produção de caminhões e trailers, componentes de barcos e tubulações de criogenia.
Ao mesmo tempo em que apresenta essas vantagens, ele precisa ser soldado com muito cuidado e atenção, e o processo TIG (Tungsten Inert Gas, ou Tungstênio inerte gás), também chamado de GTAW (Gas Tungsten Arc Welding, ou soldagem a arco com eletrodo de tungstênio e proteção de gasosa), é o melhor para este material.
Se a prática já te trouxe algumas dificuldades ou mesmo se ainda não tiver se deparado com essa necessidade, mas quer estar preparado para a solda de alumínio TIG, então veio ao lugar certo. Confira as dicas que separamos e otimize o processo!

Como realizar a soldar de alumínio TIG com máxima qualidade no processo?
Tanto nas técnicas quanto na prática, a soldagem de alumínio não é das mais simples, de fato, porém, ter os conhecimentos certos ao seu lado é fundamental para otimizar o processo. Veja só:
Seja paciente
A primeira dica não necessariamente fala sobre técnica, mas sim sobre a prática. Por ser um metal diferenciado e delicado, é preciso que a solda de alumínio seja feita com calma e atenção.
A soldagem MIG (Metal Inert Gas, ou Metal inerte gás), também conhecida como GMAW (Gas Metal Arc Welding, ou soldagem a arco elétrico com eletrodo de metal e proteção gasosa), por exemplo, é muito mais rápida que a TIG, porém não é eficaz e nem recomendada em materiais com espessuras abaixo dos 8mm.
Especificamente, o metal de adição é adicionado na poça de fusão no momento que o soldador aciona o gatilho da tocha de solda, o que naturalmente diminui sua temperatura e, portanto, prejudica o processo de fusão e a penetração no metal.
Por este motivo, para se utilizar tal processo, é indispensável que se faça um pré-aquecimento do material de base de no mínimo 100º C, podendo ser maior de acordo com a espessura do metal de base.
Com a solda TIG ou GTAW, é possível controlar quando o metal de adição será adicionado, o que traz um maior controle sobre a poça e, assim, garante a penetração adequada no alumínio. Logo, mesmo que seja mais demorado, os resultados são bem melhores.
Leia também: Solda MIG: 8 motivos para utilizá-la
Escolha a corrente ideal para evitar a oxidação do alumínio
É comum que alguns operadores não percebam que a soldagem de alumínio criam uma fina película de oxidação, cujo ponto de fusão é aproximadamente três vezes maior que o próprio metal de base.
Portanto, o processo de solda de alumínio deve ser feito em corrente alternada (AC), pois assim a direção do fluxo da corrente mudará continuamente durante a soldagem, o que atua como um processo de limpeza capaz de remover a oxidação e, assim, ajudar na formação da poça de fusão.
É importante se dizer que materiais com espessuras acima de 6mm é ideal de fazer um pré aquecimento (mesmo no processo GTAW) para uma maior facilidade no rompimento dessa barreira de óxidos e formação da poça de fusão.
Controle a proporção dos ciclos positivo e negativo na soldagem
Quando a solda é feita na polaridade AC, há tanto um ciclo negativo (EN, ou Electrode-Negative), considerado como o “ciclo de soldagem” no AC, quando uma porção positiva do ciclo (EP, ou Electrode-Positive), capaz de ajudar na limpeza e na remoção da oxidação.
Em equipamentos modernos de solda, é possível controlar a proporção entre os ciclos de acordo com o que se está vendo na poça de fusão. Ao invés do padrão de 50% para EN e 50% para EP, pode-se optar por outros valores para um controle mais preciso da soldagem de alumínio.
Durante a solda, se pequenas manchinhas pretas apareceram na poça de fusão, este é um sinal de que a proporção precisa ser ajustada. Neste caso, reduzir o ciclo EN e aumentar o ciclo EP deve ser suficiente para remover a oxidação.
Regular o ciclo negativo para baixo para aumentar a ação limpante da solda pode ser necessário especialmente quando se está soldando um material que esteve em serviço ou exposto a determinados elementos e, por isso, desenvolveu uma camada espessa de óxido que não foi completamente removida durante sua preparação.
Porém, isso deve ser feito com cautela, pois aumentar o ciclo EP leva a maioria do calor para o tungstênio e, por isso, pode fazer com que a ponta do eletrodo retorne, o que afeta a capacidade de controlar a direção do arco e, por consequência, de posicionar a solda corretamente.
Confira também: Glossário de solda: termos do dia a dia da profissão
Defina a frequência de saída da corrente alternada
Outra maneira de facilitar a solda de alumínio é definir a frequência de saída da corrente alternada, o que também pode ser ajustado facilmente em equipamentos de soldagem modernos.
A frequência de saída corresponde a quantas vezes por segundo a polaridade da fonte de energia é trocada por segundo. Mensurada em Hertz (Hz), equipamentos antigos geralmente chegavam a 60Hz, mas os modernos costumam ser configurados em 120Hz de fábrica.
Quanto maior é a frequência de saída, mais estável o arco se torna, o que garante soldas estreitas e com maior controle direcional.
Uma dica interessante é usar frequências de saída de 150 a 250Hz para materiais mais finos, de modo a ter maior precisão, e reduzí-la para 80 a 120Hz em materiais espessos. Assim, a solda será alargada e o processo facilitado.
Escolha a amperagem ideal para a solda de alumínio TIG
Nas soldas TIG, a amperagem é controlada com um pedal ou com os dedos da mão, mas uma dica valiosa é controlar a amperagem máxima diretamente no equipamento. Via de regra, para cada milésimo de polegada na espessura do material, use 1 ampere.
Em um exemplo prático, se você for soldar uma chapa de ⅛” (0,125”, ou 3,175 mm), defina a amperagem máxima em 125A.
Porém, essa regrinha costuma ser aplicada à risca apenas até ¼” (6,35 mm). Depois disso, não é necessário uma amperagem tão alta assim. Por exemplo, se quiser soldar um material de ⅜”, 280A já costumam ser suficientes para dar conta do recado.
Considere também a geometria das junções do material. Em uma solda em T, como o calor pode fluir em três direções, deve ser necessário mais calor do que soldar o mesmo material em uma linha reta, onde são apenas duas as direções que o calor pode percorrer.
Ajuste a inclinação da tocha de soldagem
Uma questão imprescindível na soldagem do alumínio é a inclinação da tocha em relação ao material de base, que ocorre de maneira diferente em relação a outros materiais, como aço carbono ou aço inoxidável, em que a inclinação da tocha de soldagem fica em aproximadamente 45º.
Para a solda de alumínio, o ideal é se trabalhar com a tocha em ângulo mais reto, aproximadamente a 75º, de modo a otimizar a produtividade, o rendimento e a eficácia.
Escolha adequadamente o eletrodo de tungstênio
Com 0,8% de zircônio em sua composição, o eletrodo de zircônio WZ8 (ponta branca) é recomendado para soldagem de alumínio em AC, especialmente em correntes mais altas.
O Zircônio mantém a ponta com característica abaulada, resultando em menor permeação e melhor resistência à corrosão e contaminação.
Porém também pode-se utilizar o tungstênio de ponta dourada (1,5% de lântanio) ou mesmo o tungstênio de ponta azul (2% de lântanio).
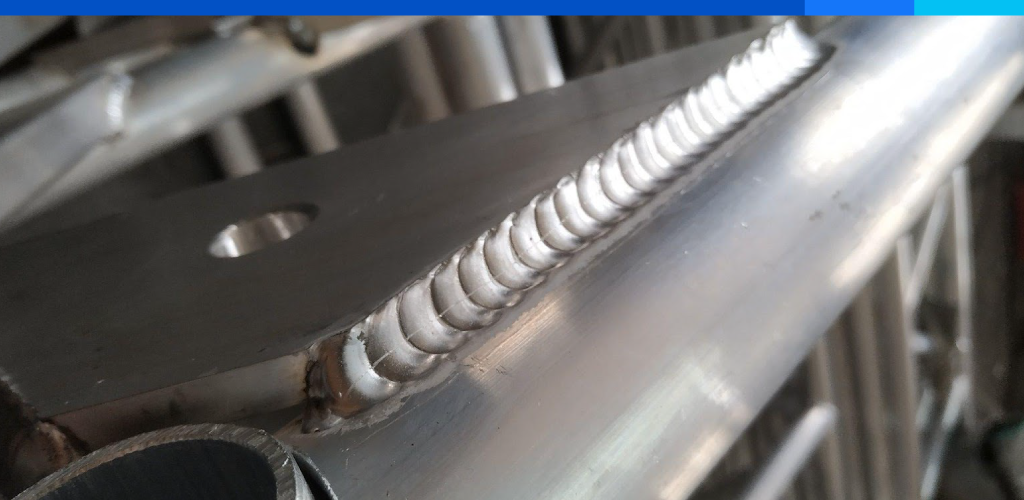
Adicione mais metal de enchimento para obter o visual de “moedas empilhadas”

Sabe aquele visual nas soldas que se parece com o de moedas empilhadas? Pois bem, se quiser obtê-lo durante a soldagem de alumínio, uma boa dica é usar mais metal de enchimento.
Quando ele é adicionado, o resultado é um resfriamento na parte traseira da poça de fusão, exatamente o que produz esse visual. Inclusive, quanto mais metal for adicionado, maior será a intensidade dessas “linhas”.
Solda de alumínio TIG: um processo complexo, mas essencial
O alumínio é um metal que traz suas dificuldades para os soldadores, mas é preciso estar preparado para saber como lidar com ele, já que nunca se sabe quando você terá que colocar este tipo de conhecimento em prática.
Em nosso artigo com dicas para se tornar um soldador reconhecido no mercado, comentamos sobre a importância do estudo, das certificações técnicas e da prática, e este é um claro exemplo da aplicação desse conjunto de atributos.
Depois de aprender como fazer uma excelente solda de alumínio, não se esqueça de contar com máquinas e acessórios para solda de alta qualidade para seu trabalho, como os que são oferecidos pela Boxer Soldas. Assim, os resultados tendem a ser ainda melhores!
Atendimento rápido
Comercial
 Onde
Onde
encontrar
Boxer
Conheça as lojas
próximas à você
15 meses
de garantia
estendida
Registre seu produto 
e garanta a sua
